衬氟蝶阀的扭矩计算方法
作者:阀总管 来源:www.yatevalve.cn 更新时间:2022/4/8 17:10:36 点击次数:
启闭扭矩小是氟塑料衬里蝶阀的一大特点。在国外很多产品的说明书上,都将阀门扭矩作为一项技术参数列入其中。在我国一些知名品牌的阀门样本上,也将本公司设计制造的阀门启闭扭矩列入,方便用户选用。一些开启灵活,扭矩小的阀门深受用户欢迎。
蝶阀扭矩可由下列公式近似计算得出:
MD=MM+MC+MT
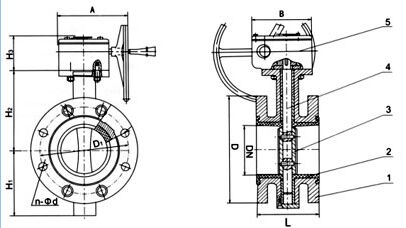
式中:MD—蝶阀阀轴扭矩,N?Mm;MM—密封面间摩擦力矩,Nmm
蝶阀扭矩
qM—密封面必须比压,MPa;R—蝶板半径,mm;bM—密封面接触宽度,mm;fM—密封面间摩擦系数;h—阀轴与蝶板中心的偏心距,(中线式为0),mm;Mc—阀轴轴承摩擦力矩,N?mm
MC=QCfCdF/2
QC—作用在阀轴轴承上的载荷,N?mm;fC—轴承摩擦系数;dF—阀轴直径,mm;MT—密封填料的摩擦力矩,N?mm
MT=QT?dF/2
MT—阀轴与填料的摩擦力,N;QT=φdFbT;φ—系数;bT—填料深度,mm;p—计算压力,MPa
蝶阀的扭矩也可采用扭矩试验机直接测得。将计算值与测量值比较,验证产品的性能。
值得说明的是,受加工工艺及材质选用等因素的影响,阀轴实际扭矩与计算扭矩公称尺寸小于DN300时略有差别,公称尺寸大于等于DN300时扭矩差别较大。表6所列数据系国内外生产商的典型个案,只限于DN65~DN300之内,供设计制造
氟塑料衬里层的质量要求
氟塑料衬里阀门的表面应当光滑平整、无气孔、裂纹、夹渣等缺陷。法兰的翻边处及其他转角处应色泽均匀,无泛白现象。并符合GB/T23711.1-2009和GB/T23711.6-2009的规定。氟塑料是高分子材料,有数据表明,氟塑料密度越大渗透系数越小,它们之间有线性关系。氟塑料衬里层的密度应≥2.16g/cm3,且不允许有杂质存在。
氟塑料的防腐蚀性能,必须达到标准的规定。如不能确定氟塑料的防腐蚀性能,必须按GB/T1763的规定做试验确认。特别是在更换新牌号氟塑料时要作试验。用于食品、医药、卫生级阀门的衬里材料,还应无毒、无菌、无杂质清洁卫生的材料,符合GB/T17219的规定。
氟塑料与基体的结合强度,是衡量衬里质量好坏的标准之一。氟塑料衬里层应与基体贴合,法兰面的衬里层应衬满密封面,并且有扣紧基体的设计结构,衬里层在负压0.08MPa条件下,氟塑料衬里层不出现凸起现象。
制造工艺
氟塑料衬里前的表面处理
阀门衬里前,应将受衬面毛刺、油污清除干净、修磨平整,尽可能使受衬面达到GB8923中规定的St2级,还可以采用机械加工的方法,将受衬面加工出T形槽和螺纹沟槽,增加衬里层与基体的结合强度,防止衬里层脱壳。将衬里面内部转角处的棱角锐边倒钝,内圆角R>2mm,外圆角R>3mm,减少应力,防止衬里层被锐角刺破。应尽量满足衬里工艺的要求。
模压成型
将需要模压的蝶阀零件放入模具中,送入加热炉内加温,加温到一定温度,如将氟塑料加热到290℃~370℃使其熔融,在7~12MPa压力下,使熔体充满模具、压实,冷至150℃脱模即待到制品。见工艺流程图。
上一篇:衬氟蝶阀模压工艺
下一篇:氟塑料衬里塑料蝶阀怎么解决金属与塑料劣势问题?
相关文章
衬氟球阀型号-2025-07-20衬氟球阀的介质要求-2024-12-10
衬氟球阀结构-2024-12-03
衬氟蝶阀分类及衬氟蝶阀的负荷试验要求-2020-05-13
衬氟阀门的材质介绍_知识大全-2019-12-22
衬氟蝶阀的详细信息介绍-2019-03-09
衬氟蝶阀在水处理行业中的应用-2017-12-17
衬氟蝶阀气动衬氟蝶阀附件的选项-2021-12-20
衬氟阀门发展新机遇,产业形势良好-2025-11-13
七种常用电动球阀介绍(含型号、材质、压力、口径)-2025-10-30
这些阀门防腐方法,绝对是你想知道的!-2025-10-23
选材决定防腐阀门的寿命-2025-10-15
对夹式衬氟蝶阀具有哪些优势-2025-10-09
阀门的防腐、原因、措施及选用方法-2025-09-29
衬氟阀门目前市场发展见解-2025-09-22

